Erdieroaleen Prozesuaren ikuspegi orokorra
Erdieroaleen prozesuak mikrofabrikazioaren eta filmaren teknologiak aplikatzea dakar, txipak eta beste elementu batzuk guztiz konektatzeko hainbat eskualdetan, hala nola substratuak eta markoak. Honek berunezko terminalak ateratzea eta plastikozko euskarri isolatzaile batekin kapsulatzea errazten du osotasun integratua osatzeko, hiru dimentsioko egitura gisa aurkeztua, azken finean erdieroaleen ontziratze-prozesua osatuz. Erdieroaleen prozesuaren kontzeptua txip erdieroaleen paketatzearen definizio estuari dagokio ere. Ikuspegi zabalago batetik, ontzien ingeniaritza aipatzen du, hau da, substratuarekin konektatu eta finkatzea, dagozkion ekipamendu elektronikoak konfiguratzea eta errendimendu integral sendoa duen sistema oso bat eraikitzea.
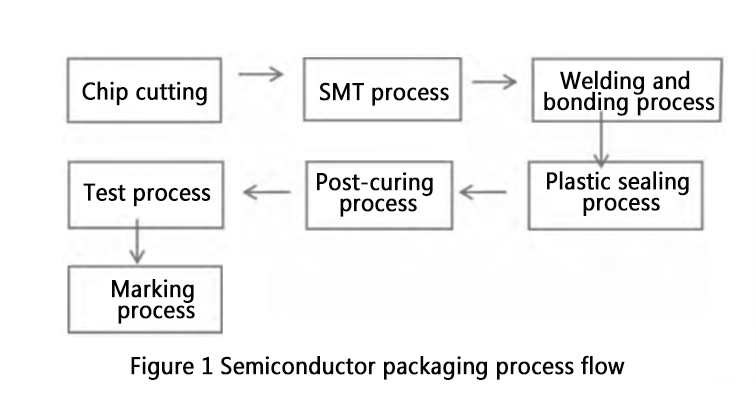
Erdieroaleen ontziratze-prozesuaren fluxua
Erdieroaleen ontziratze-prozesuak hainbat zeregin barne hartzen ditu, 1. Irudian azaltzen den moduan. Prozesu bakoitzak baldintza zehatzak eta estuki erlazionatutako lan-fluxuak ditu, eta fase praktikoan azterketa zehatza behar da. Eduki zehatza honako hau da:
1. Txirbil Ebaketa
Erdieroaleen ontziratze-prozesuan, txirbilak mozteak siliziozko obleak banakako txipetan zatitzea eta silizio-hondakinak berehala kentzea dakar ondorengo lanerako eta kalitate-kontrolerako eragozpenak saihesteko.
2. Txiparen Muntaketa
Txipa muntatzeko prozesua obleak ehotzean zirkuituaren kalteak saihesten ditu film babes-geruza bat aplikatuz, zirkuituaren osotasuna etengabe azpimarratuz.
3. Alanbre Lotura Prozesua
Hari-lotura-prozesuaren kalitatea kontrolatzeak urre-hari mota desberdinak erabiltzea dakar txiparen lotura-padak marko-padekin konektatzeko, txipa kanpoko zirkuituetara konektatu daitekeela ziurtatuz eta prozesu osoaren osotasuna mantenduz. Normalean, dopatutako urre-hariak eta aleazio-hariak erabiltzen dira.
Urrezko hariak dopatuak: Moten artean GS, GW eta TS daude, arku altuko (GS: > 250 μm), arku ertain-altuko (GW: 200-300 μm) eta arku ertain-baxurako egokiak (TS: 100-200). μm) lotura hurrenez hurren.
Urrezko hariak aleatuak: AG2 eta AG3 motak dira, arku baxuko loturarako egokiak (70-100 μm).
Hari horien diametro-aukerak 0,013 mm eta 0,070 mm bitartekoak dira. Mota eta diametro egokia hautatzea funtsezkoa da kalitate-kontrolerako.
4. Moldeatze-prozesua
Moldeatzeko elementuen zirkuitu nagusiak kapsulatzea dakar. Moldeatze-prozesuaren kalitatea kontrolatzeak osagaiak babesten ditu, batez ere, kalte-maila desberdinak eragiten dituzten kanpoko indarretatik. Honek osagaien propietate fisikoen azterketa sakona dakar.
Gaur egun hiru metodo nagusi erabiltzen dira: zeramikazko ontziak, plastikozko ontziak eta ontziak tradizionalak. Ontzi-mota bakoitzaren proportzioa kudeatzea funtsezkoa da txirbil-ekoizpen-eskari globalak asetzeko. Prozesuan zehar, gaitasun integralak behar dira, hala nola txiparen eta beruneko markoa aurrez berotzea epoxi erretxinarekin, moldaketa eta osteko ontzearekin kapsulatu aurretik.
5. Ontze osteko prozesua
Moldeatze-prozesuaren ondoren, ontze osteko tratamendua behar da, prozesuaren edo paketearen inguruko gehiegizko materialak kentzean zentratuz. Kalitate-kontrola ezinbestekoa da prozesu orokorraren kalitatea eta itxura eragitea saihesteko.
6.Prozesua
Aurreko prozesuak amaitutakoan, prozesuaren kalitate orokorra probatu behar da proba-teknologia eta instalazio aurreratuak erabiliz. Urrats honek datuen grabaketa zehatza dakar, txipak bere errendimendu mailaren arabera normal funtzionatzen duen ala ez zentratuz. Proba-ekipoen kostu handia kontuan hartuta, funtsezkoa da kalitate-kontrola mantentzea produkzio-fasetan zehar, ikus-ikuskapena eta errendimendu elektrikoaren probak barne.
Errendimendu elektrikoaren probak: zirkuitu integratuak probatzeko ekipamendu automatikoak erabiliz eta zirkuitu bakoitza behar bezala konektatuta dagoela ziurtatzen du proba elektrikoak egiteko.
Ikusizko ikuskapena: teknikariek mikroskopioak erabiltzen dituzte ontziratutako txip amaituak ondo ikuskatzeko, akatsik gabe daudela ziurtatzeko eta erdieroaleen ontzien kalitate-arauak betetzen dituztela ziurtatzeko.
7. Markatzeko prozesua
Markatze-prozesuak probatutako txipak erdi-amaitutako biltegi batera transferitzen ditu, azken prozesatzeko, kalitatearen ikuskapenerako, ontziratzeko eta bidaltzeko. Prozesu honek hiru urrats nagusi ditu:
1) Galvanizazioa: berunak osatu ondoren, korrosioaren aurkako material bat aplikatzen da oxidazioa eta korrosioa saihesteko. Galvanizazioaren deposizio-teknologia erabiltzen da normalean, berun gehienak eztainuz eginak baitira.
2)Tolestura: Prozesatutako berunei forma ematen zaie, zirkuitu integratuko banda beruna osatzeko tresna batean jarrita, berunaren forma (J edo L motakoa) eta gainazalean muntatutako ontziak kontrolatuz.
3)Laser bidezko inprimaketa: azkenik, eratutako produktuak diseinu batekin inprimatzen dira, erdieroaleen ontziratze-prozesurako marka berezi gisa balio duena, 3. Irudian azaltzen den bezala.
Erronkak eta Gomendioak
Erdieroaleen ontziratze-prozesuen azterketa erdieroaleen teknologiaren ikuspegi orokorrarekin hasten da bere printzipioak ulertzeko. Ondoren, ontziratze-prozesuaren fluxua aztertzeak eragiketetan zehar kontrol zorrotza bermatu nahi du, kudeaketa findua erabiliz ohiko arazoak saihesteko. Garapen modernoaren testuinguruan, erdieroaleen ontziratze prozesuetan erronkak identifikatzea ezinbestekoa da. Gomendagarria da kalitate-kontroleko alderdietan zentratzea, funtsezko puntuak ondo menderatzea prozesuaren kalitatea eraginkortasunez hobetzeko.
Kalitate-kontrolaren ikuspegitik aztertuta, inplementazioan zehar erronka garrantzitsuak daude, eduki eta eskakizun zehatzak dituzten prozesu ugariengatik, bakoitzak bestean eragiten baitute. Kontrol zorrotza behar da eragiketa praktikoetan. Laneko jarrera zorrotza hartuz eta teknologia aurreratuak aplikatuz, erdieroaleen ontziratze-prozesuaren kalitatea eta maila teknikoak hobetu daitezke, aplikazioaren eraginkortasun integrala bermatuz eta onura orokor bikainak lortuz (3. irudian ikusten den bezala).
Argitalpenaren ordua: 2024-05-22